Nárast požiadaviek na technickú úroveň konštrukcií sa v poslednom čase intenzívne prejavuje v oblasti spájania materiálov, kde je lepenie často jedinou metódou spájania, ktorá nenarušuje vlastnosti citlivých materiálov, poskytuje nové možnosti kombinácie a umožňuje získať tvary a vlastnosti, ktoré nie je možné dosiahnuť inými spôsobmi.
Aby nám lepené spoje dobre slúžili, je dôležité poznať nielen vlastnosti lepidiel a lepených materiálov, ale aj spôsob, akým budú lepené materiály namáhané. Ak má mať lepený spoj dlhú životnosť, musí byť konštruovaný ako lepený spoj. Ak použijeme lepidlo len preto, že použitie vhodnejšej technológie nie je pre nás dostupné, alebo ako poslednú možnosť, keď iné technológie zlyhali, potom máme len veľmi malú nádej na úspech.
Lepenie sa rozšírilo nielen v priemyselných oblastiach, ale aj pri individuálnej práci, pretože lepidlá umožňujú spájať materiály bez potreby dielenského vybavenia. Hoci niektoré typy lepidiel možno použiť na lepenie širokej škály materiálov, nemožno ich považovať za univerzálne. Univerzálne lepidlá neexistujú. Len s určitými typmi lepidiel, na určitých materiáloch a za určitých pracovných podmienok je možné získať spoje s optimálnymi vlastnosťami v určitom smere.
Lepenie je proces spájania materiálov (adherendov) s cieľom dosiahnuť trvalé spojenie medzi rovnakými alebo rôznymi materiálmi pomocou lepidiel (adhezív). Lepidlo je látka schopná vytvoriť pevné a trvalé spojenie medzi dvoma materiálmi. Táto schopnosť závisí od priľnavosti k povrchom spájaných materiálov a od súdržnosti samotného lepidla.
V praxi rozlišujeme mechanické adhézne sily, ktoré vznikajú mechanickým prichytením (ukotvením) lepidla v nerovnostiach a póroch lepených materiálov, a špecifické adhézne sily, ktoré pozostávajú z chemických síl (napr. Tieto adhézne sily sa skladajú z adhéznych síl, ako sú primárne chemické väzby, a fyzikálnych síl (van der Waalsove medzimolekulové sily, difúzne sily, Londonove disperzné sily, Keesomove elektrostatické sily, Debeyove indukčné sily, valenčné adhézne sily atď.) Kohézia je teoreticky definovaná ako stav, v ktorom sú častice jednoduchej látky držané pohromade valenčnými a medzimolekulovými silami (van der Waalsova príťažlivosť).
A nakoniec vízia do budúcnosti. Materiály z tekutých kryštálov sa vyznačujú vysokým stupňom štrukturálneho usporiadania. Epoxidové živice s tekutými kryštálmi pri vytvrdzovaní (fotochemicky) v tomto stave vykazujú v porovnaní s izotropnou štruktúrou zreteľne vyššiu pevnosť kohéznych a adhéznych spojov. Za predpokladu, že to súvisí s vyšším stupňom usporiadania molekúl v blízkosti rozhrania medzi lepenou zložkou a lepidlom, by to mohlo viesť k novému vývoju výskumu v oblasti adhézie.
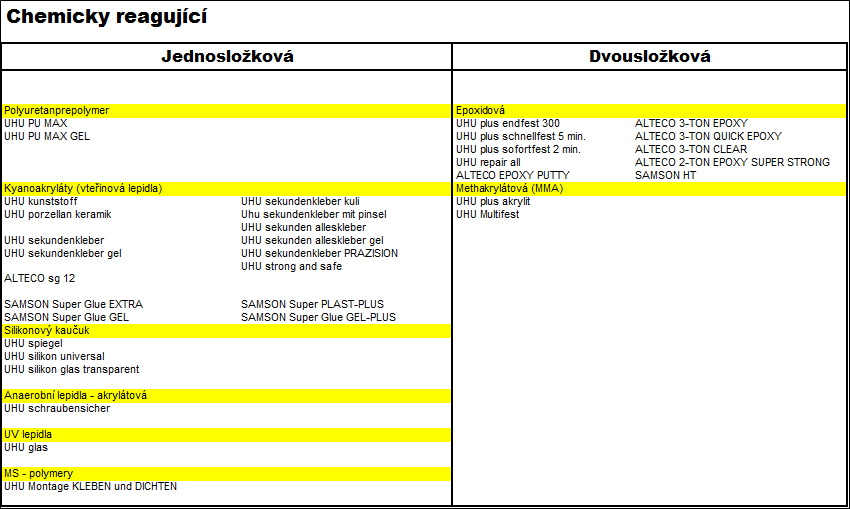
Z hľadiska vnútornej štruktúry možno každý štrukturálne pevný a dostatočne odolný lepený spoj dvoch základných materiálov považovať za komplex troch hlavných vrstiev a dvoch mikrovrstiev.
1. Adherend (základný materiál).
2. Adhézna zóna.
3. Prechodná adhézna zóna.
4. Kohézna zóna.
5. Prechodná kohézna zóna.
6. Adhézna zóna.
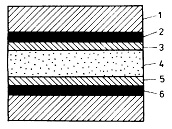
Únosnosť a v niektorých prípadoch aj deformácia lepených konštrukcií závisí od mechanických vlastností slepého spoja a napäťovo-deformačného stavu lepeného spoja. Napäťovo-deformačný stav lepených spojov je zvyčajne nerovnomerný a lom spoja sa začína v zóne, kde napätia dosiahnu kritickú hodnotu pre spoj. Z tohto dôvodu experimentálne hodnotenie pevnosti spoja vo väčšine prípadov vedie k určeniu lomového napätia lepeného spoja alebo k určeniu "strednej pevnosti" vydelením lomového napätia plochou spoja, ako je znázornené na obrázku.
Τb = Fmax / A (Mpa)
A = b.l
b = šírka prevareného spoja; l = dĺžka prevareného spoja
Deformácia jednostranne opleteného spoja vplyvom excentrických síl, rozloženie napätia po dĺžke opleteného spoja.
δwa = FA / b (N.mm-1)
δws = FS / b (N.mm-1)
Podľa teórie lepenia sú lepené spoje najmenej odolné voči odlupovaniu a ohybovému namáhaniu. V prípade konštrukčných spojov je dôležité zabrániť ohybovým napätiam. Vo všeobecnosti sa na lepenie odporúča zvoliť tenké vrstvy lepidla, ktoré majú lepšie pevnostné vlastnosti. Lepené spoje dosahujú vysoké pevnosti v šmyku, ťahu (tlaku) a dynamickom (cyklickom) zaťažení (v prípade nízkocyklovej a vysokocyklovej únavy materiálov lepené spoje prekonávajú zvárané spoje), ktoré sa už mnoho rokov úspešne uplatňujú v lepených konštrukčných spojoch, najmä v leteckom priemysle.
Na základe teórie lepenia môžeme určiť tieto základné podmienky lepenia: správny výber spojovacieho materiálu a lepidla, správny návrh konštrukcie spoja, vhodná povrchová úprava materiálov, dodržanie predpísaného postupu lepenia, vytvorenie fyzikálno-chemických a iných podmienok pre vznik pevných spojov. Pri výbere spojovacích materiálov sa zohľadňuje ich chemická povaha (chemické zloženie), polarita, mechanické, povrchové, fyzikálne a fyzikálno-chemické vlastnosti. V prípade lepidiel sú to: chemická povaha, viskozita lepidla, povrchové napätie, bod vzplanutia, spôsob vytvrdzovania, tepelná rozťažnosť a mechanické vlastnosti.
Princíp lepenia a jeho pracovný postup vo všeobecnosti pozostáva z prípravy povrchu lepených materiálov, prípravy lepidla, nanesenia lepidla, montáže spoja a vytvorenia pevného spoja (napr. vytvrdnutia). Kvalitu lepeného spoja môžu ovplyvniť: spôsob nanášania lepidla, hrúbka nanesenej vrstvy, podmienky vytvrdzovania (tlak, teplota, čas), použitie ultrazvuku, tepelné ovplyvnenie lepidla rôznymi zdrojmi ohrevu (napr. infračerveným alebo laserovým lúčom), príprava povrchu materiálu a príprava lepidla na jeho použitie.
Príprava materiálov na lepenie pozostáva z rezania, obrábania, čistenia a odmasťovania a z lepenia lepených častí. Cieľom prípravy povrchu je dosiahnuť maximálnu priľnavosť a zabrániť nedostatočnej oxidácii lepidla. Príprava povrchu adherendu je jednou z najdôležitejších operácií pri lepení. Navrhuje sa podľa druhu a stavu lepeného materiálu, podľa druhu použitého lepidla, podľa prevádzkových podmienok a životnosti spoja, podľa únosnosti výrobných nákladov atď. Na čistenie a odmasťovanie sa používajú: alkalické odmasťovanie, odmasťovanie rozpúšťadlom a odmasťovanie rozpúšťadlovými parami. Na odmasťovanie a čistenie lepených materiálov sa neodporúčajú lakové rozpúšťadlá a benzín. Vhodnými rozpúšťadlami sú acetón, MEK, lieh, toluén, éter, perchlóretylén atď. Pomerne často sa používa morenie materiálov v rôznych kyselinách. V prípade morenia sa zvyčajne dosahuje vyššia pevnosť spoja ako pri mechanickej povrchovej úprave. Pre kvalitu lepených spojov je dôležitá aj drsnosť povrchu.
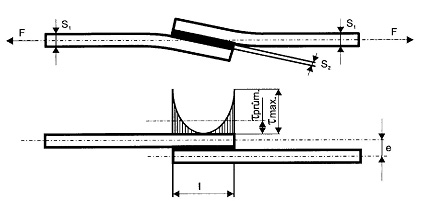
Lepená konštrukcia by mala byť rozdelená na časti, ktoré sú čo najjednoduchšie a najvhodnejšie na lepenie. Pri lepení sa musí dodržiavať technologický predpis. Treba sa vyhnúť dvojitému lepeniu. Neodporúča sa lepiť diely, ktoré sú počas montáže vystavené odlupujúcim sa silám. Diely s veľkými a zložitými zakriveniami nie sú vhodné na lepenie. Mechanické namáhanie musí byť rozložené rovnomerne a nesmie sa sústreďovať len v mieste spoja. Spoj musí byť vystavený ťahovému a šmykovému namáhaniu a minimálnemu odlupovaniu. Plocha spoja musí byť dostatočne veľká a napätia musia byť rovnomerne rozložené v celom lepenom spoji. Lepené materiály by mali mať v mieste spoja rovnaké alebo podobné koeficienty rozťažnosti. Najbežnejšie spoje sú jednoducho preplátované spoje. Lepšie výsledky sa dosahujú s tenšími adherendami. Po zlepení sa môžu v spoji vyvŕtať otvory a napríklad prinitovať. Projektant si vyberá lepidlo podľa požadovanej pevnosti spojov, technológie spracovania lepidla a, samozrejme, ceny. Pri väčšine spojov nie je šmyková pevnosť spojov veľmi závislá od hrúbky vrstvy lepidla v rozsahu 0,05 - 0,4 mm. Pevnosť spojov v šmyku sa vo všeobecnosti zvyšuje s pevnosťou lepidla.
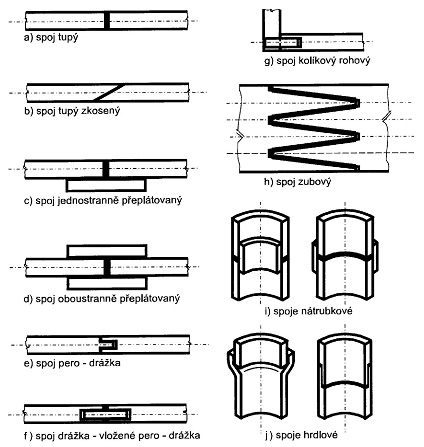
Príklady konštrukcie spojov.
Lepidlá možno rozdeliť do dvoch základných skupín:
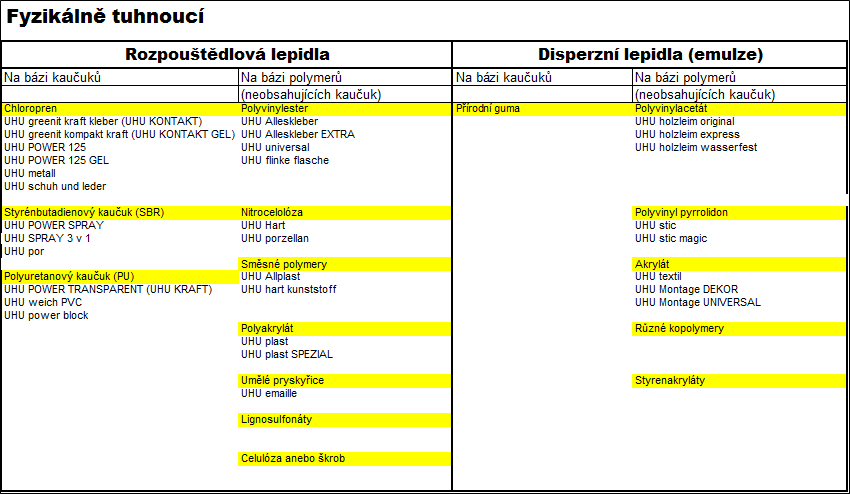
A) Lepidlá, ktoré vytvrdzujú absorpciou a odparovaním rozpúšťadiel v spoji (fyzikálne vytvrdzovanie).
B) Reaktívne lepidlá.
Lepidlá sa delia do dvoch skupín podľa chemického základu:
A) Lepidlá na prírodnej báze.
B) Lepidlá na syntetickej báze (napr. epoxidové lepidlá, polyuretánové lepidlá, akrylové lepidlá, silikóny atď.).